
Dil

A Kağıt Tküp Makinesiyüzeyde basit görünebilir; kağıdı rulolayın, yapıştırıcı sürün, uzunlamasına kesin. Gerçek fabrikalarda sorunlu noktalar hızlı bir şekilde ortaya çıkar: dengesiz tüp mukavemeti, tutkal karışıklığı, sık sık aksama süreleri, yavaş boyut değişimleri, ve israfa ve müşteri şikayetlerine yol açan tutarsız kesintiler. Bu makale boru yapım sürecini, en yaygın üretim sıkıntılarını ve gerçekte gerekli olan makine yeteneklerini açıklamaktadır. onları çöz. Ayrıca pratik bir satın alma kontrol listesi, özelliklerden sorun noktalarına kadar uzanan bir tablo ve bir bakım taktik kitabına da sahip olacaksınız. Daha az sürprizle istikrarlı değişimler.
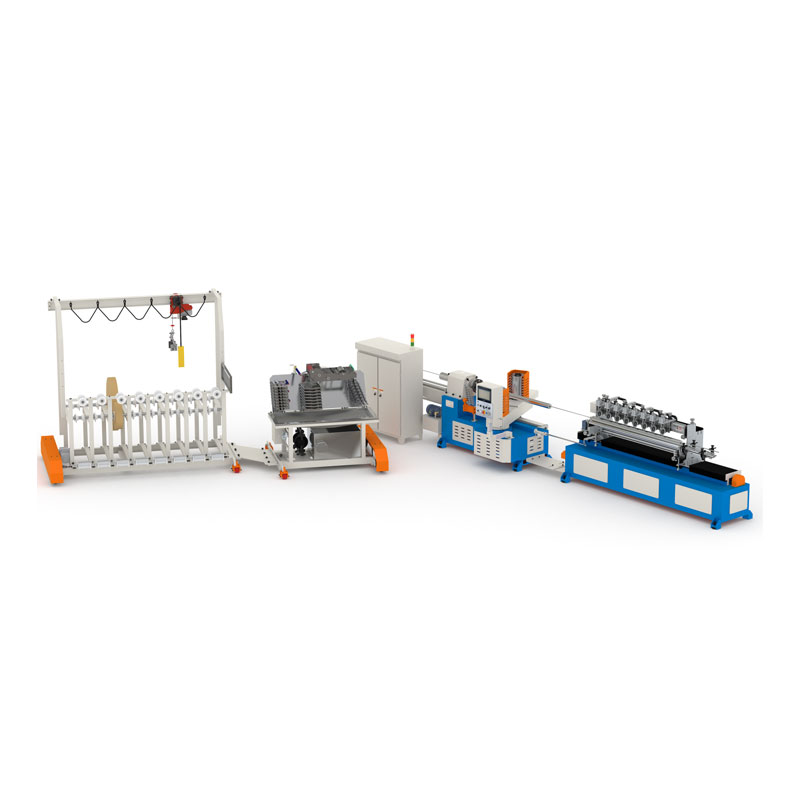
A Kağıt Tüp MakinasıBir mandrel (bazen şaft veya çekirdek olarak da adlandırılır) etrafına birden fazla kağıt katmanı sararak tüpler oluşturur, bunları yapıştırıcıyla yapıştırmak, ardından tüpü gerekli uzunlukta kesmek. Sektörünüze bağlı olarak, bitmiş tüp bir paketleme tüpü olabilir. bir film veya tekstil çekirdeği, bir kompozit kutu gövdesi veya koruyucu kılıf olarak kullanılan bir yapısal tüp.
Yalnızca çalışan bir "tüp imalatçısı" ile (kibarca) para basan bir hat arasındaki fark tutarlılıktır: tutarlı gerilim, tutarlı yapıştırıcı uygulaması, tutarlı sarma basıncı ve tutarlı kesim. Bu değişkenler değiştiğinde zayıf tüpler, ovallik, katmanlara ayrılma, toz, tutkal kirliliği veya zayıf uzunluk toleransı elde edersiniz.
Sorun 1: Tutarsız tüp gücü
Müşteriler kağıt partilerinin değişmesini veya nemin gece boyunca değişmesini umursamıyor. Tüp ezilirse, tabakalara ayrılırsa, veya sarma/paketleme sırasında çökerse güveninizi ve marjınızı kaybedersiniz. Mukavemet sorunları genellikle kağıt gerginlik kontrolüne kadar uzanır. yapışkan homojenliği ve sarma basıncı stabilitesi.
Sorun 2: Tutkal karışıklığı ve dengesiz bağlanma
Çok fazla yapıştırıcı kaymaya, kirlenmeye ve temizleme işleminin aksamasına neden olur. Çok azı delaminasyona ve zayıf bağlantılara neden olur. Kontrollü bir tutkal dağıtım yolu (ve operatör dostu bir temizleme rutini) genellikle en hızlı yatırım getirisi yükseltmesidir.
Sorun 3: Yavaş geçişler
Çapları veya duvar kalınlıklarını değiştirmek çok zaman alırsa ürün çeşitliliğinden kaçınır ve siparişleri kaçırırsınız. Hızlı boyut değişiklikleri, hızlı ayarlama mekanizmalarına, net kurulum referanslarına ve kararlı dijital tariflere dayanır.
Sorun 4: Zayıf kesme doğruluğu ve pürüzlü kenarlar
Kötü kesimler; uzunluk uyumsuzluğu, çapak, uçların ezilmesi ve müşteri şikayetleri olarak kendini gösterir. Kesme stabilitesi sertliğe, bıçağın durumuna, boru besleme hızıyla senkronizasyona, ve temiz bir toz işleme yöntemi.
Yeni bir hattı değerlendiriyorsanız “Maksimum hız nedir?” diye sorarak başlamayın. Şunu sorarak başlayın: "Tüp spesifikasyonlarımıza göre, kalite kaybı olmadan tüm vardiya boyunca hangi hız sabit kalır?"
Süreci anlamak, istikrarsızlığın nereden geldiğini tespit etmenize yardımcı olur. Çoğu kağıt tüp üretimi şu sırayı takip eder:
istikrarlıKağıt Tüp Makinası"tek özellik" değildir. Bu bir zincirdir: Gerginlik kayarsa tutkal dengesizleşir; tutkal eşit değilse, sarma basıncı farklı davranır; sarma basıncı değişirse kesme kalitesi değişir. İyi ekipman zinciri öngörülebilir kılar.
Üretim teorik değil gerçek olduğunda en çok önem taşıyan yetenekler şunlardır:
| Üretim Sorunu | Yardımcı Olan Makine Yeteneği | Değerlendirme Sırasında Nelere Dikkat Etmelisiniz? |
|---|---|---|
| Borunun delaminasyonu / zayıf bağlanma | Stabil yapıştırıcı uygulaması ve kontrollü yapıştırıcı yolu | Eşit yapışkan film, temizlenmesi kolay parçalar, kağıt gramajınız ve tüp kalınlığınız için net kurulum aralıkları |
| Oval tüpler / zayıf yuvarlaklık | Sert şekillendirme sistemi ve sabit sarma basıncı | Tutarlı tüp OD/ID okumaları, minimum titreşim, hedef hızınızda sorunsuz çalışma |
| Kırışıklıklar ve katman yanlış hizalaması | İyi kağıt yönlendirme ve gerginlik stabilitesi | Temiz ağ yolu, güvenilir frenleme/kontrol, makara değişikliklerinden sonra tekrarlanabilir hizalama |
| Pürüzlü kenarlar / uzunluk uyumsuzluğu | Doğru kesme senkronizasyonu | Numuneleri uzun bir süreçte kesin: çapakları, ezilmiş uçları, uzunluk toleransı tutarlılığını kontrol edin |
| Başlatma sırasında çok fazla hurda | Hızlı kurulum referansları ve operatör dostu kontroller | Kolay parametre ayarları, net göstergeler, yeniden başlatma sonrasında stabil sonuçlar |
| Temizlik ve sıkışmalardan kaynaklanan aksama süresi | Bakım erişimi ve öngörülebilir sarf malzemeleri | Basit temizleme adımları, erişilebilir yapıştırma/kesme alanları, standart aşınan parçalar |
Neyin eksik olduğuna dikkat edin: belirsiz vaatler. En iyi satın alma konuşmaları tüp özellikleriniz ve vardiya gerçekliğiniz etrafında döner. Bir tedarikçi nasıl çalıştığını açıklayabilirseKağıt Tüp Makinasıuzun vadede stabil kalır (özellikle makara değişiklikleri ve yeniden başlatmalar sırasında) işte o zaman iyi bir karara yaklaşıyorsunuz.
Teklifleri karşılaştırmadan önce gereksinimlerinizi kilitleyin. İnce duvarlı ambalaj tüpleri için mükemmel olan bir makine, ağır endüstriyel çekirdekler için yanlış olabilir. "Neredeyse doğru" satın almayı önlemek için aşağıdaki kontrol listesini kullanın.
Tüp gereksinimlerinizi tanımlayın
Prova çalışması zihniyeti isteyin
| Neyin Doğrulanması Gerekir? | Nasıl Doğrulanır? | Başarılı/Başarısız İpucu |
|---|---|---|
| Boyutsal kararlılık (OD/ID/yuvarlaklık) | Tüpleri uzun vadede ve yeniden başlatmanın ardından ölçün | Minimum sapma, sürekli düğme çevirmeye gerek kalmadan kararlı okumalar |
| Bağ gücü tutarlılığı | Kesitleri kesin ve katman birleştirme homojenliğini kontrol edin | Belirgin kuru bölgeler yok, aşırı tutkal sıkışması yok |
| Kesim kalitesi | Uçları çapak/ezilme açısından inceleyin; uzunluk toleransını doğrulayın | Partiler arasında temiz kenarlar ve tekrarlanabilir uzunluk |
| Operatör deneyimi | Operatörlerin makara değiştirme + yeniden başlatma prosedürlerini çalıştırmasını sağlayın | Süreç sakinliğini koruyor; kurulum açık ve tekrarlanabilir |
| Bakım gerçekçiliği | Temizleme + aşınma parçası değiştirme adımlarını inceleyin | Erişilebilir tasarım ve atlanmayacak basit rutinler |
Boru üretimi için kalite kontrolün karmaşık olması gerekmez; tutarlı olması gerekiyor. Eğer çalıştırıyorsanızKağıt Tüp Makinasıküçük sapmalar büyük ölçekte hızla pahalı hale gelir.
Profesyonel ipucu: Eğer hurdanız "rastgele" yükselirse, bu genellikle rastgele değildir; bunun ne zaman gerçekleştiğini takip edin (makara değişimlerinden sonra, duraklamalardan sonra, nemli dönemlerde), ve düzeltebileceğiniz bir model bulacaksınız.
Çalışma süresi bir dilek değil, bir stratejidir. Tutmanın en kolay yoluKağıt Tüp Makinasıistikrarlı olmak, bakımı üretimin bir parçası gibi ele almaktır. İşte birçok bitkinin kullandığı pratik bir yaklaşım:
| Sıklık | Ne yapalım | Neden Önemlidir? |
|---|---|---|
| Vardiya başına | Yapışkan temas alanlarını temizleyin, kesme yakınındaki kağıt tozunu temizleyin, belirgin gevşekliği kontrol edin | Bağlanma dengesizliğine ve kötü kesimlere neden olan birikimleri önler |
| Günlük | Bıçakları/aletleri inceleyin, temel hizalama kılavuzlarını doğrulayın, hareketli parçalarda olağandışı gürültü olup olmadığını kontrol edin | Aşınmayı hurdaya ve arıza süresine dönüşmeden erken yakalar |
| Haftalık | Yağlama rutini, daha derin temizlik, gerginliği ve besleme stabilitesini onaylayın | Süreci stabilize eder ve sapmayı önler |
| Aylık | Yedek parça envanterini inceleyin, önemli aşınma bileşenlerini inceleyin, operatör yenileme eğitimini yenileyin | Acil durum duruşlarını azaltır ve operasyonların ekipler arasında tutarlı olmasını sağlar |
Sorun giderme sırasında belirtilerle başlayın ve geriye doğru çalışın: Kesimler kabaysa hemen bıçağı suçlamayın; boru besleme stabilitesini ve titreşimi kontrol edin. Ayrılma ortaya çıkarsa hemen kağıdı suçlamayın; yapışkanın tekdüzeliğini ve gerilim kaymasını kontrol edin. Sakin teşhis her zaman panik ayarlamalarını geride bırakır.
Ekipman satın almak bir şeydir. Yıllarca sorunsuz çalıştırmak başka bir şeydir. İyi bir tedarikçi ilişkisi genellikle şunları içerir: pratik devreye alma desteği, anlaşılır çalışma kılavuzu, erişilebilir aşınan parçalar ve sorun giderme için hızlı yanıt veren servis. Hedef basit: Teslimat programınızın güvenilir kalması için hattınızı öngörülebilir tutun.
Eğer kaynak kullanıyorsanız Wenzhou Feihua Baskı Makineleri Co, Ltd, konuşmayı bir üretim planı gibi ele alın: Boru özelliklerinizi, malzeme gerçekliğinizi ve çıktı hedefinizi paylaşın, ardından makinenin uzun vadede nasıl stabil kaldığını sorun. yeniden başlatmalar ve sık sık boyut değişiklikleri. Alacağınız yanıtların kalitesi size bir broşürün anlatabileceğinden çok daha fazlasını anlatacaktır.
S: Kağıt Boru Makinesi için fiyat teklifi talep etmeden önce hangi bilgileri hazırlamalıyım?
A:Tüp çapı aralığınızı, duvar kalınlığı aralığınızı, uzunluk aralığınızı, kağıt gramajı/kat sayısını, yapışkan türü tercihinizi, vardiya başına hedef çıktıyı ve tüm özel gereksinimlerinizi (son yüzey, toz kontrolü, sıkı toleranslar, sık boyut değişiklikleri) hazırlayın. Girişleriniz ne kadar net olursa, öneri o kadar doğru olur.
S: Tüp mukavemeti sorunlarımın makineden mi yoksa ham kağıttan mı kaynaklandığını nasıl anlarım?
A:Desenleri kontrol edin. Makara değişimleri, duraklamalar veya nem değişimleri sonrasında katmanlara ayrılma aniden yükselirse, muhtemelen proses stabilitesi söz konusudur (gerginlik, tutkal homojenliği, sarma basıncı). Tüm koşullarda tutarlı bir şekilde gerçekleşirse, ham madde veya yapıştırıcı uyumluluğu etken olabilir.
S: Kesim kalitesini değerlendirmenin gerçekçi yolu nedir?
A:Birkaç örnek üzerinden karar vermeyin. Spesifikasyonlarınızda uzun bir çalışma isteyin, ardından özellikle yeniden başlatmanın ardından kesim uçlarını ve uzunluk tutarlılığını zaman içinde inceleyin. Tutarlı temizlik ve tolerans, tek bir "mükemmel" kesimden daha önemlidir.
S: Daha yüksek hız her zaman daha mı iyidir?
A:Yalnızca kalite tüm vardiya boyunca sabit kalırsa. Boyutları değişen yüksek hız veya temizlemenin sık sık durması, biraz daha yavaş, daha istikrarlı bir hatta kıyasla daha az satılabilir çıktı üretebilir.
S: Hangi bakım görevleri kaliteyi en doğrudan korur?
A:Yapışkan alanın temizlenmesi, kesme yakınında toz yönetimi ve titreşim ve gevşeklik için rutin kontroller büyük kazançlardır. Bunlar, sessizce hurda oluşturan "küçük sürüklenmeyi" önler.
Doğru Kağıt Tüp Makinesini tüp özelliklerinize ve günlük çıktı hedefinize göre eşleştirmeye hazır mısınız?
Bize çap aralığınızı, duvar kalınlığınızı, uzunluk toleransınızı, kağıt türünüzü ve hedef kapasitenizi söyleyin; biz de pratik bir yapılandırmanın haritasını çıkarmanıza yardımcı olalım istikrarlı üretime, hızlı değişime ve temiz kesimlere öncelik verir. Daha az sürpriz ve daha öngörülebilir değişimler istiyorsanız, bize UlaşınBaşvurunuzu görüşmek ve size özel bir çözüm talep etmek için.











