
Dil

Hızlı çıkarımlar:
Bir satın almaKağıt Tüp MakinasıGerçek üretim başlayana kadar basit görünür: Bir hafta çap sapmasını kovalarken, sonraki hafta Tutkal birikmesini temizleyen müşteriler, yumuşak çekirdeklerden veya düzgün olmayan uçlardan şikayetçi olurlar. Bu makale satın alma ekipleri, fabrika sahipleri, ve istikrarlı çıktı, öngörülebilir işletme maliyeti sağlayan bir makineyi seçmek ve devreye almak için açık, düşük riskli bir yola ihtiyaç duyan mühendisler, ve operatörler için daha kolay eğitim.
Boru kalitesini gerçekten yaratan (veya yok eden) üretim adımlarını, en önemli spesifikasyonları ve bir karar matrisini parçalara ayıracağız. uygulamaları (tekstil masuraları, film sarma masuraları, kağıt kutu tüpleri ve endüstriyel koruyucu tüpler) doğru makineyle eşleştirmek için kullanabilirsiniz yapılandırma. Ayrıca bir kabul kontrol listesi, "gizemli kesintileri" önleyen bir bakım planı ve sonunda pratik bir SSS bulacaksınız.
Çoğu alıcı hızı, çap aralığını ve fiyatı karşılaştırarak başlar. Bu rakamlar önemlidir; ancak neden iki fabrikanın “benzer makineler” tamamen farklı sonuçlar doğurur. Deneyimlerimize göre asıl sorunlar günlük üretimde ortaya çıkıyor:
Alıcının zihniyet değişimi:“Maksimum hız nedir?” diye sormayın. Birinci. "Müşterilerimin tüpü her zaman kabul edebilmesi için neyin sabit kalması gerekir?" diye sorun. AKağıt Tüp Makinasıhız makinesi kılığına girmiş bir denge makinesidir.
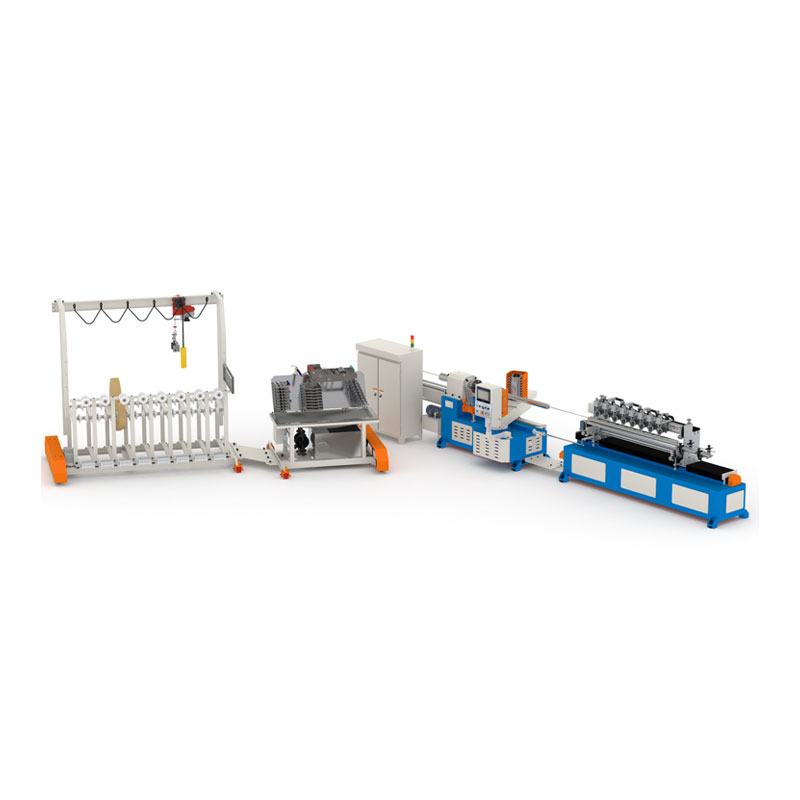
İster kalın duvar kağıdı çekirdekleri, ister tekstil çekirdekleri, film sarma çekirdekleri veya kompozit kağıt kutu tüpleri üretiyor olun, çekirdek işlemi benzerdir: kağıt besleme, yapıştırıcı uygulama, mandrel etrafına spiral sarma, boy kesme ve sertleştirme/bitirme. "Tamam" arasındaki fark ve “güvenilir” dört temel noktada kontroldür.
1) Kağıt besleme ve katman gerginliği
Gerginlik değişene kadar çoklu katmanlar kulağa basit geliyor. Bir katman biraz daha gevşek beslenirse ovallik, zayıf bağlanma bölgeleri veya yüzey elde edebilirsiniz. dalgalanıyor. Özellikle geniş rulolar çalıştırıyorsanız veya kağıt kalitelerini değiştiriyorsanız, istikrarlı sarma, hizalama düzeltme ve tekrarlanabilir gerginlik kontrolü arayın.
2) Tutkal uygulama tutarlılığı
Tutkal genellikle hurda ve temizlik kesintilerinin bir numaralı nedenidir. Çok az tutkal, yük altında katmanlara ayrılmaya neden olur; çok fazla tutkal artar maliyet, karışıklık ve tedavi süresi. Sorulacak pratik sorular:
3) Sargı geometrisi ve mandrel stabilitesi
Sarma açısı, mandrel sertliği ve mekanik hizalama, tüpün iç çapının/dış çapının uzun vadede tolerans dahilinde kalıp kalmayacağını belirler. Müşterilerinizin sıkı oturan çekirdeklere ihtiyacı varsa, küçük sapmalar bile maliyetli hale gelir.
4) Kesim kalitesi ve toz kontrolü
Kesim, "hızlı"nın "riskli" hale geldiği yerdir. Kötü kesim, özellikle kalın borularda çapak, toz veya düzgün olmayan uçlara neden olur. Bitmiş ürünleri doğrudan işleyen endüstrilere (ambalajlama veya tüketici uygulamaları) gönderi yapıyorsanız temiz kesimler önemlidir.
Bir karşılaştırırkenKağıt Tüp Makinası, doğrudan sorunlu noktalarınızla bağlantılı olan özelliklere odaklanın. Aşağıdaki tablo pratik bir kontrol listesidir; bunu tedarikçi tartışmalarını yapılandırmak ve belirsiz vaatlerden kaçınmak için kullanın.
| Ne değerlendirilmeli? | Neden önemli? | Ne istenmeli (kanıta dayalı) |
|---|---|---|
| Tüp ID/OD aralığı ve duvar kalınlığı aralığı | Ürün yeteneğinizi ve hedef pazarlarınızı tanımlar | Ölçüm yöntemi ve toleransla birlikte minimum/orta/maksimum boyutlarda numune tüpleri |
| Katman kapasitesi ve kağıt uyumluluğu | Mukavemet ve sertlik katmanlara ve kağıt kalitelerine bağlıdır | Sürekli bir deneme süresi boyunca gerçek makalenizi (veya buna yakın eşdeğerini) çalıştırın |
| Kesme yöntemi ve kesme stabilitesi | Nihai kaliteyi, tozu ve reddetme oranını belirler | Kesim yüzünü, çapak seviyesini ve uzunluk tekrarlanabilirliğini üretim hızında inceleyin |
| Değiştirme süresi (uzunluk/çap) | Yüksek karışımlı üretim haftada saat kaybedebilir | Tipik ürün anahtarınızla zamanlanmış geçiş demosu |
| Kontrol sistemi ve operatör arayüzü | Operatör bağımlılığını ve eğitim süresini azaltır | Parametre tariflerini, alarm kayıtlarını ve adım adım operasyon iş akışını gösterin |
| Bakım tasarımı | Tutkal birikmesinden ve aşınan parçalardan kaynaklanan "görünmez arıza sürelerini" önler | Yedek parça listesi, önerilen servis aralıkları ve temizlik için erişim noktaları |
| Yardımcı programlar ve ayak izi | Güç ve alan kısıtlamaları gerçek verimi sınırlayabilir | Kurulum düzeni, güç gereksinimleri ve önerilen çalışma mesafesi |
Pratik kural:Bir tedarikçi gerçek numuneler ve tekrarlanabilir bir testle stabiliteyi gösteremiyorsa, ekipman değil risk satın alıyorsunuz.
Tüm tüpler eşit değildir. Hafif paketleme tüpleri için iyi performans gösteren bir makine, kalın endüstriyel çekirdeklerde zorluk yaşayabilir. Uygulamaları makine kapasitesiyle eşleştirmek için bu matrisi bir başlangıç noktası olarak kullanın.
| Başvuru | Tipik alıcı önceliği | Önerilen makine odağı | Kaçınılması gereken yaygın başarısızlık |
|---|---|---|---|
| Tekstil / kumaş rulo çekirdekleri | Güç + doğruluk | Kararlı sarma gerilimi, tutarlı duvar kalınlığı, güvenilir kesim | Ağır rulolar altında deforme olan yumuşak çekirdekler |
| Film sarma / halı sarma çekirdekleri | Boyutsal kararlılık | Mandrel sertliği, sıkı tolerans kontrolü, temiz kesim uçları | Sarma ekipmanında uyum sorunlarına neden olan oval tüpler |
| Kompozit kağıt kutu tüpleri | Yüzey bitirme + yapıştırma | Düzgün tutkal uygulaması, stabil katman bağlama, daha pürüzsüz son işlem seçenekleri | Delaminasyon veya görünür tutkal izleri |
| Endüstriyel koruyucu tüpler / genel ambalaj | Maliyet verimliliği | Malzeme kullanımı, hızlı değişim, kolay bakım erişimi | Tutkal dengesizliği ve kesici aşınmasından kaynaklanan yüksek hurda |
| Kalın duvarlı çekirdekler (ağır hizmet) | Yük kapasitesi | Daha yüksek et kalınlığı kapasitesi, sağlam tahrik sistemi, stabil kesim | Aşırı toz/çapak ve tutarsız uç yüzeyler |
A Kağıt Tüp MakinasıKabul "iyi görünmeye" dayandığında satın alma stresli hale gelir. Ölçülebilir bir plan istiyorsunuz. Aşağıda fabrikanıza uyarlayabileceğiniz bir devreye alma kontrol listesi bulunmaktadır.
Kabul testi (sevkiyattan önce veya yerinde)
Yerinde kurulum esasları
İpucu: Kabul ölçümlerini net bir şekilde tanımlayamazsanız, kalite anlaşmazlıklarını daha sonra adil bir şekilde yönetemezsiniz. Ölçülebilir bir plan hem alıcıyı hem de tedarikçiyi korur.
Makine fiyatı bütçenin yalnızca bir satırıdır. Gerçek maliyet, her ay kağıt israfı, yapıştırıcı israfı, işçilik süresi, ve gönderi iadeleri. İşte ölçmeniz gereken dört yatırım getirisi sürücüsü:
Basit bir yatırım getirisi düşünce deneyi:
İyileştirilmiş stabilite, malzemenin yalnızca küçük bir yüzdesinden ve haftada birkaç saatten tasarruf edilmesini sağlarsa,
geri ödeme, özellikle karışık siparişlerin olduğu fabrikalar için beklenenden daha hızlı olabilir.
Birini seçmekKağıt Tüp Makinasısadece donanımla ilgili değil. Bu aynı zamanda tedarikçinin projeyi ne kadar iyi yönlendirebileceğiyle de ilgilidir. istikrarlı üretime yönelik spesifikasyon. Şu tarihte:Wenzhou Feihua Baskı Makineleri Co, Ltd, alıcıları satın alma işlemini değerlendirmeye teşvik ediyoruz Bir üretim sistemi kararı olarak malzemeler, proses kontrolü, operatör rutini ve satış sonrası desteğin tümü uzun vadeli performansı etkiler.
En etkili projeler genellikle net bir yol izler:
S1: Doğru bir Kağıt Boru Makinesi tavsiyesi alabilmek için tedarikçiye ne sağlamalıyım?
Tüp ID/OD aralığını, duvar kalınlığını, uzunluk aralığını, kağıt türlerini (gramaj ve kaplama), yapışkan türünü, günlük çıktı hedefini ve endüstrileri paylaşın hizmet ediyorsun. “Altın numune” tüpünüz varsa fotoğraf ve ölçümleri paylaşın. Gereksinimleriniz ne kadar net olursa, kurulumdan sonra o kadar az sürpriz olur.
S2: Mevcut tüplerim bazen katmanlara ayrılıyor. Bu her zaman bir yapıştırıcı sorunu mudur?
Her zaman değil. Delaminasyon tutkal tutarsızlığından kaynaklanabileceği gibi aynı zamanda kağıdın neminden, katmanlar arasındaki zayıf gerilim dengesinden veya yetersiz kürlenme süresi. Yapılandırılmış bir sorun giderme yaklaşımı, önce tutkal kaplamayı, ardından kağıt değişkenliğini, ardından gerginlik ve sarma hizalamasını kontrol eder.
S3: Yeni bir Kağıt Boru Makinesinin ilk aydan sonra düşük performans göstermesinin en yaygın nedeni nedir?
En yaygın neden rutinlerin eksik olmasıdır: operatörlerin standart ayarlardan uzaklaşması, zaman baskısı nedeniyle temizliğin atlanması ve kağıt yığınları ayarlama yapmadan değiştirin. Kısa bir günlük kontrol listesi (başlatma kontrolleri, proses içi ölçüm, tutkal istasyonu temizliği) bunu önler.
S4: Küçük bir fabrika için tam otomatik kontrollere ihtiyacım var mı?
Ürün karışımınız istikrarlıysa ve deneyimli operatörleriniz varsa, daha basit kontrol işe yarayabilir. Ancak boyutları sık sık değiştiriyorsanız birden çok kez çalıştırın. Vardiyalar değişiyorsa veya daha hızlı eğitim istiyorsanız, daha iyi otomasyon genellikle hurdayı ve operatör bağımlılığını azaltarak kendini amorti eder.
S5: Her iki taraf için de hangi kabul testi “adil”dir?
Adil bir test üzerinde mutabakata varılan materyalleri kullanır, gerçek davranışı ortaya çıkaracak kadar uzun sürer ve ortak bir yöntem kullanarak çıktıyı ölçer. Bu şekilde Kaliteli tartışmalar subjektif olmaktan ziyade olgusal kalır.
SağKağıt Tüp Makinasıtüplerinizin tutarlı kalmasını sağlayan şey budur; yalnızca ilk günde değil, aylarca süren gerçek deneyimden sonra gerçek kağıt partileri, gerçek operatörler ve gerçek sipariş baskısıyla üretim. Kontrol noktalarını değerlendirirseniz (gerginlik, yapıştırma, sarım hizalaması, ve kesme) ve ölçülebilir bir kabul planında ısrar ederseniz, riski önemli ölçüde azaltır ve marjlarınızı korursunuz.
Yeni bir boru hattı planlıyorsanız veya eski bir boru hattını yükseltiyorsanız bize boru özelliklerinizi ve günlük çıktı hedefinizi bildirin. Doğru konfigürasyonu ve gerçekten uygulayabileceğiniz bir kabul planını belirlemenize yardımcı olacağız;bize Ulaşınözel bir teklif almak için.











