
Dil

Makale Özeti
Kağıt tüpler her yerde karşımıza çıkıyor; ambalajlarda, tekstillerde, etiketlerde, koruyucu çekirdeklerde ve hatta inşaat formlarında. Ancak talep arttığı anda, birçok üretici aynı duvara çarptı: tutarsız boru mukavemeti, dağınık tutkal çizgileri, dengesiz çaplar, yüksek hurda oranları ve Sıkışmalar ve yavaş geçişler nedeniyle rahatsız edici aksama süreleri. Bu kılavuz, kağıt tüp üretiminde genellikle neyin yanlış gittiğini açıklamaktadır. ekipman satın almadan önce neyin değerlendirilmesi gerektiği ve güçlü, temiz, müşteriye hazır tüpler sağlayan istikrarlı, tekrarlanabilir bir sürecin nasıl oluşturulacağı. Ayrıca daha iyi satın alma kararlarını desteklemek için pratik bir kontrol listesi, temel makine özelliklerinin karşılaştırma tablosu ve bir SSS bulacaksınız.
İçindekiler
Pazartesi günü "mükemmel" bir tüp aldıysanız ve Perşembe günü bir ret dalgası yaşadıysanız, yalnız değilsiniz. Kağıt tüp üretimi aldatıcıdır hassas: kağıt nemi, yapışkan viskozitesi, sarma gerilimi veya bıçak keskinliğindeki küçük değişiklikler kalite kaymasını tetikleyebilir. Müşteriler şikayet ettiğinde genellikle sadece seçici davranmıyorlar; daha sonraki makineler (baskı, dilme, geri sarma, laminasyon, tekstil sarımı) da hassastır. İşte alıcıların en çok bahsettiği sıkıntılı noktalar ve bunların arkasında yatanlar.
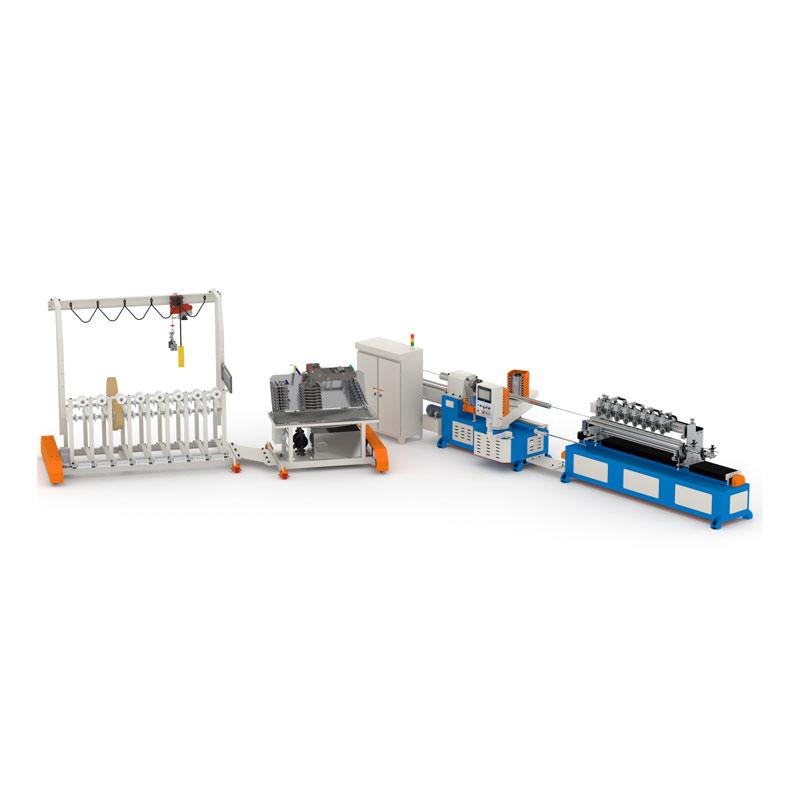
Güvenilirkağıt tüp makinesisadece “koşmakla” kalmıyor. Operatörlerinizin her vardiyada aynı şekilde çalıştırmasına yardımcı olur; böylece tüpleriniz sabit kalır üretim hacmi arttığında veya hatta yeni personel katıldığında bile.
Farklı endüstriler farklı toleranslara önem verir, ancak çoğu alıcı tüpleri aynı birkaç sonuca göre değerlendirir: uyum, dayanıklılık, yüzey ve kesim kalitesi. Daha az anlaşmazlık ve daha hızlı onay almak istiyorsanız dahili hedeflerinizi önceden tanımlayın.
| Kaliteli Ürün | Müşteriler İçin Neden Önemlidir? | Başarısız Olduğunda Tipik Temel Nedenler |
|---|---|---|
| İç çap stabilitesi | Geri sarma veya baskı millerinde yalpalamayı, kaymayı ve titreşimi önler | Mandrel aşınması, gerginlik kayması, kağıdın yanlış hizalanması, eşit olmayan sarma basıncı |
| Yuvarlaklık (düşük ovallik) | Yüksek hızda çalışma sırasında uyumu iyileştirir ve kenar hasarını azaltır | Dengesiz gerginlik, tutarsız kağıt kalınlığı, zayıf takım hizalaması |
| Bağ gücü ve katman bütünlüğü | Delaminasyonu, çökmeyi ve çekirdek çatlamasını durdurur | Yanlış tutkal viskozitesi, düşük kaplama, yetersiz kuruma süresi, kağıt nemi |
| Kenar temizliği | Tozu azaltır, taşıma güvenliğini artırır, temiz ambalaj görünümünü destekler | Kör bıçaklar, yanlış kesici hızı, titreşim, sıkışma |
| Yüzey görünümü ve tutkal kontrolü | Markalı ambalajlar ve perakende satış tüpleri için önemlidir | Tutkalın aşırı uygulanması, eşit olmayan kaplama, dengesiz besleme, kirli silindirler |
Temaya dikkat edin: makine hikayenin sadece yarısıdır. En iyi sonuçlar tutarlı parametreleri destekleyen bir makine tasarımından gelir. artı ölçen ve standartlaştıran bir üretim ekibi.
Modelleri karşılaştırmadan önce tüpünüzün “ailesini” tanımlayın. Kalın duvarlı endüstriyel çekirdeklerde üstün performans sergileyen bir makine, kısa, ince duvarlı ambalaj tüpleri ve bunun tersi. Kendinize şunu sorun:
Ürün karışımınızı haritalandırdıktan sonra "sert parçaları" koruyan bir makine konfigürasyonu seçin: istikrarlı sarma gerilimi, kontrollü tutkal uygulaması, doğru kesim ve boyutlar arasında tekrarlanabilir ayarlamalar. Deneyimli bir üreticinin sizi aylarca süren deneme yanılma sürecinden kurtarabileceği yer burasıdır.
Örneğin,Wenzhou Feihua Baskı Makineleri Co, Ltdgüvenilir bir kağıt tüp hattı isteyen müşterileri destekler. boru çeşitleri, tesis yerleşimi ve operatör alışkanlıklarına göre yapılandırılır; çünkü gerçek üretim başarısı makinenin nasıl çalıştığına bağlıdır bir broşürde değil, sizin katınızda davranır.
Alıcılar yalnızca maksimum hıza odaklandıklarında, çoğunlukla bunun bedelini daha sonra hurda ve arıza süresi olarak öderler. Bunun yerine çıktı sağlayan özellikleri değerlendirin tekrarlanabilir ve kontrolü kolaydır. Genellikle en büyük etkiyi sağlayan şey şunlardır:
Seçenekleri karşılaştırmanın yararlı bir yolu, özellikleri iş sonuçlarına dönüştürmektir: daha az müşteri şikayeti, daha az hurda, daha hızlı değişim, ve daha kolay eğitim. Bir tedarikçi, tasarımının bu riskleri nasıl azalttığını açıklayabilirse, muhtemelen gerçek üretimi anlayacaktır.
Güçlü bir kağıt tüp makinesi bile dengesiz girdilerle sonsuza kadar "mücadele edemez". Tutarlı tüplere giden en hızlı yol, temelleri standartlaştırmaktır: kağıt, tutkal, sarma ayarları ve kesme ayarları. İşte hızlı bir şekilde uygulayabileceğiniz pratik bir yaklaşım.
Basit bir zihniyet istiyorsanız: Sonunda kusurların peşine düşmeyin. Küçük kontroller ve tutarlı tariflerle drifti erkenden yakalayın. Boru yapımını "operatörün yeteneğinden" ölçeklenebilir bir sürece dönüştüren şey budur.

Ani üretim arızalarının çoğu tesadüfi değildir; ihmal edilen küçük sorunların gecikmeli sonuçlarıdır. Kısa ve tutarlı bir bakım rutin genellikle kalite düştükten sonra gelen "büyük onarım günlerini" geride bırakır.
Ayrıca: basit bir günlük tutun. Bir kusur ortaya çıktığında tarihi, tüp tipini, kağıt yığınını, yapıştırıcı ayarını, hızı ve vardiyada kimin olduğunu kaydedin. Desenler beklediğinizden daha hızlı görünür hale gelir ve bu modeller, tekrarlanan acil durumlar yerine temel nedenleri düzeltmenin yoludur.
Dengesiz tüp boyutlarıyla, bağlanma sorunlarıyla veya marjlarınızı tüketen kesintilerle uğraşıyorsanız, "daha sert ayarlama" yapmayın. Boru aralığınızı tanımlayın, proses tariflerinizi kilitleyin ve operatörler için tutarlılığı kolaylaştıran ekipmanı seçin; yalnızca vardiyada değil, her vardiyada güzel bir gün.
Bir kağıt tüp makinesi konfigürasyonunu tam tüp boyutlarınıza, malzemelerinize ve çıktı hedeflerinize göre eşleştirmek mi istiyorsunuz? Bize ulaşınWenzhou Feihua Baskı Makineleri Co, LtdVe bize Ulaşınİhtiyaçlarınızı tartışmak ve pratik öneriler almak için Daha temiz, daha tutarlı bir üretim hattı için.











