
Dil

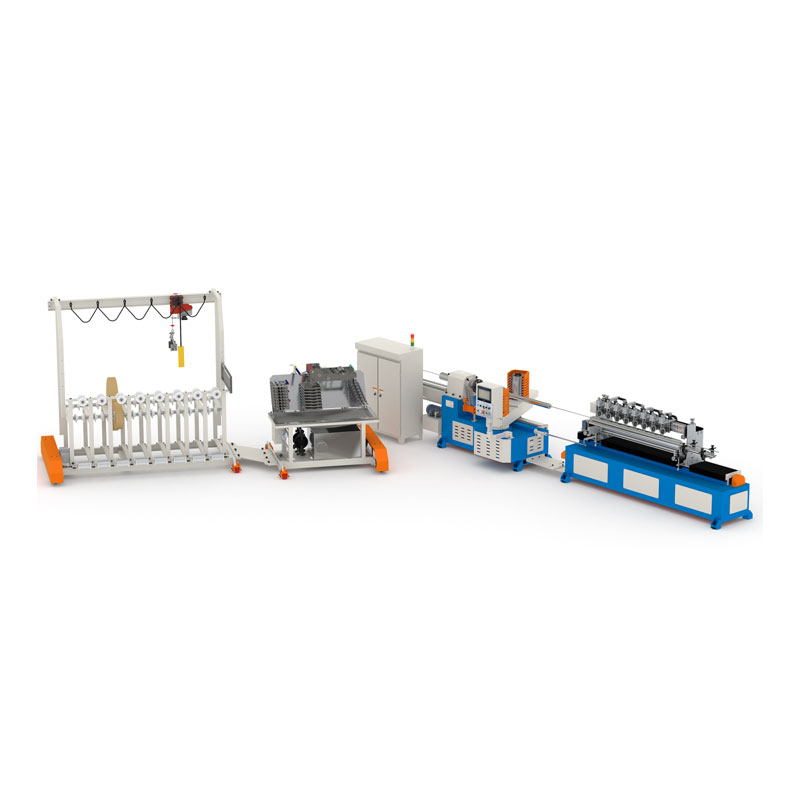
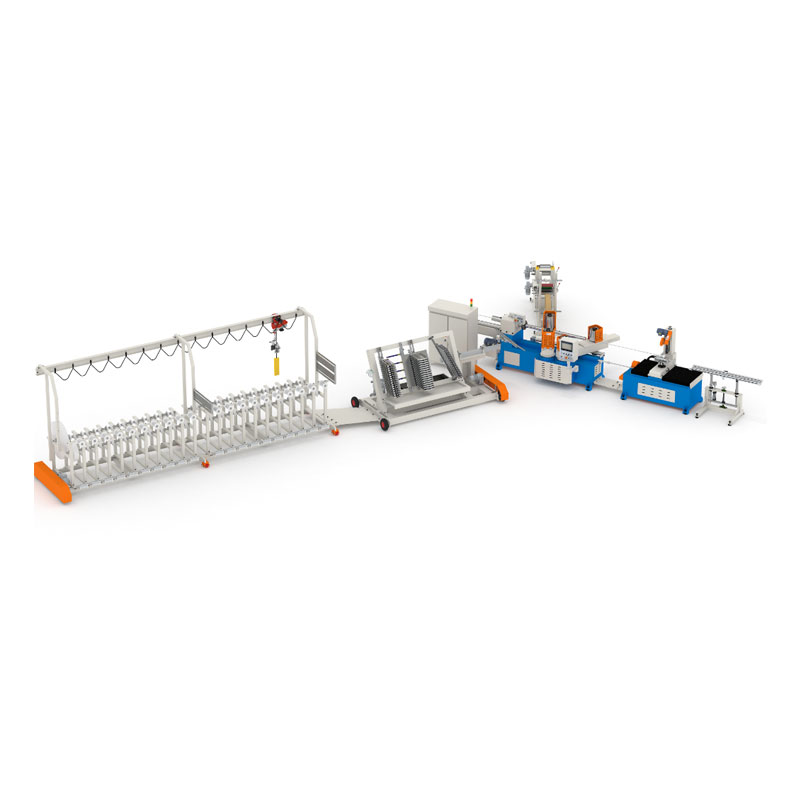
Kağıt tüpler basit görünür, ancak bunları satın alan veya üreten herkes baş ağrısını bilir: katmanlara ayrılma şikayetleri, eşit olmayan duvar kalınlığı, yapışkan dağınıklığı, bulanık kenarlar, iç içe geçme, zayıf yuvarlaklık ve bıçak değişiminden veya kötü kağıt beslemeden kaynaklanan sürekli aksamalar. Bu makale, bu sorunlara gerçekte neyin sebep olduğunu ve bunun nasıl çözüleceğini açıklamaktadır.Kağıt Tüp Makinasıgeniş ölçekte istikrarlı kalite sağlayacak şekilde yapılandırılabilir, çalıştırılabilir ve bakımı yapılabilir. Pratik bir satın alma kontrol listesine, yaygın kusurları önleyen bir üretim iş akışına, makine seçeneklerini karşılaştıran bir tabloya, müşterilerin güvendiği bir kalite kontrol rutinine ve operatörlerin sahada kullanabileceği bir sorun giderme kılavuzuna sahip olacaksınız.
Bir alıcı "tüpleriniz tutarsız" dediğinde genellikle bu spesifik sorunlardan birini kasteder. İyi yapılandırılmışKağıt Tüp Makinasıbunları kaynağında önlemelidir; kötü tüpler yapıldıktan sonra ayıklayarak değil.
Ambalaj, etiket, film, tekstil, kağıt fabrikaları veya inşaatla ilgili kullanımlar için tüp tedarik ediyorsanız müşterileriniz aynı iki şeyi önemser:tekrarlanabilirlikVetemiz kenarlar. Sürecinizdeki her şey bu sonuçları savunmalıdır.
Tüp hattı bir sistemdir. Yalnızca "makine hızına" odaklanırsanız, daha hızlı hurda üretmeye başlarsınız. Adım adım değerlendirmeniz gereken iş akışı şöyle:
Mevcut tüpleriniz "rastgele" arızalanırsa bunun nedeni nadiren rastgeledir. Bu genellikle müşteriler şikayet edene kadar kimsenin ölçmediği gerginlikte, tutkal viskozitesinde veya mandrel aşınmasında bir sapmadır.
Her tüp uygulamasının aynı yapım yöntemine ihtiyacı yoktur. Makine stilini ürün gereksinimleriyle eşleştirmek için aşağıdaki tabloyu kullanın.
| Makine / Proses Tipi | En İyisi | Güçlü yönler | Dikkat Edilecek Noktalar |
|---|---|---|---|
| Spiral Sarma | Genel ambalaj tüpleri, tekstil göbekleri, etiket göbekleri, koruyucu tüpler | Yüksek verimlilik, esnek boyutlar, gerilim kontrol edildiğinde kararlı çıktı | Delaminasyonu ve ovalliği önlemek için iyi bir gerilim/tutkal stabilitesi gerekir |
| Kıvrımlı Sargı | Yüksek hassasiyetli borular, daha kalın duvarlar, daha sıkı tolerans gerektiren uygulamalar | Mükemmel yuvarlaklık potansiyeli, güçlü yapı, temiz katman düzeni | Daha yüksek kurulum hassasiyeti; kağıt genişliği ve hizalaması tutarlı olmalıdır |
| Manuel / Giriş Seviyesi Serisi | Küçük partiler, yeni tüp ürünlerinin test edilmesi, sınırlı bütçe | Daha düşük ön maliyet, basit eğitim | Çıktı büyük ölçüde operatörün becerisine bağlıdır; tutarlılığı korumak daha zor |
| Yarı Otomatik Hat | Tam otomasyon maliyeti olmadan istikrarlı üretime ihtiyaç duyan büyüyen fabrikalar | Dengeli üretkenlik, önemli adımların daha istikrarlı kontrolü | Ayar kaymasını önlemek için hala standart çalıştırma prosedürlerine ihtiyaç var |
| Yüksek Otomasyon Hattı | Büyük siparişler, sıkı teslimat aralıkları, sıkı kalite kontrole sahip müşteriler | Tekrarlanabilirlik, daha düşük iş gücü bağımlılığı, daha iyi ölçeklendirme | Disiplinli bakım ve yedek parça planlaması gerektirir |
"En iyi" seçenek, broşürde en büyük hız numarasına sahip olan değil, tüp toleransınıza, çap aralığınıza, duvar kalınlığınıza ve müşteri beklentilerinize uygun olanıdır.
Alıcının pişmanlığını önlemek istiyorsanız, teklifleri karşılaştırmadan önce gereksinimlerinizi kilitleyin. İşte pratik bir kontrol listesi:
Profesyonel ipucu: Kendinize şu rahatsız edici soruyu sorun:"En iyi operatörüm istifa ederse ne olur?"Kaliteniz bozulursa henüz bir süreciniz yok; bir kişi var. Doğru şekilde belirlenmişKağıt Tüp Makinasıve belgelenen ayarlar bu riski azaltır.
Güven kazanmak için karmaşık bir laboratuvara ihtiyacınız yok. Tutarlılığa ve izlenebilirliğe ihtiyacınız var. Operatörlerin gerçekten takip edebileceği basit bir rutin kullanın:
En güçlü gelişme takiptirhurda nedenleri. Eğer "besleme sıkışması" en büyük hurda etkeniyse, daha hızlı ekipman satın almayın; önce besleme stabilitesini ve eğitimi düzeltin.
Fabrikalar genellikle hız peşinde koşarlar ve daha sonra hurda, fazla mesai ve öfkeli müşterilerle cezalandırılırlar. Daha iyi bir plan, kararlı çıktı elde edecek şekilde tasarım yapmaktır:
Çıktıyı planlarken gizli zaman kayıplarını da dahil edin: ekleme işlemleri, tutkal temizliği, bıçak değişiklikleri ve boyut değişiklikleri. Daha az duraklı, biraz daha yavaş bir çizgi, ritmi sürekli bozan daha hızlı bir çizgiden daha iyi performans gösterebilir.
Çoğu boru hattı “gizemli sorunu”, kılık değiştirmiş bakım sorunlarıdır. Sıkıcı ama karlı alışkanlıklarla çalışma süresini koruyun:
Yeterince önemsenmeyen bir ipucu: Yapıştırıcıya "mevcut olan" bir malzeme gibi değil, kontrollü bir malzeme gibi davranın. Kararlı viskozite ve temiz uygulama, tüp kalitesi açısından birçok pahalı yükseltmeden daha fazlasını sağlar.
A Kağıt Tüp Makinasıtek seferlik bir satın alma değildir. Bu uzun vadeli bir üretim ilişkisi. Seçtiğiniz tedarikçi, yalnızca ekipmanı göndermekle kalmayıp, ayarları açıklayabilmeli, kusurları giderebilmeli ve çıktıyı standartlaştırmanıza yardımcı olabilmelidir.
Tedarikçileri değerlendiriyorsanız şunları arayın:
Daha yapılandırılmış bir yaklaşım isteyen ekipler için (özellikle kapasiteyi ölçeklendirirken)Wenzhou Feihua Baskı Makineleri Co, Ltdçoğu alıcı yalnızca ekipmanı değil, aynı zamanda pratik işletim rehberliğini ve "kahraman operatörlere" bağımlılığı azaltan istikrarlı üretim rutinlerini de istediğinden genellikle bir tedarikçi seçeneği olarak değerlendirilir.
Mevcut tüplerinizde tutarsız bağlanma, dağınık kenarlar veya teslimatı kesintiye uğratan kesintiler varsa, çözüm nadiren "daha hızlı çalışır". Gerçek çözüm doğru olanı eşleştirmektirKağıt Tüp MakinasıTüp özelliklerinize göre yapılandırma yapın, ardından vardiyalar değiştiğinde bile kaliteyi sabit tutan tekrarlanabilir bir süreç oluşturun.
Boru boyutu aralığınızı, hedef toleransınızı ve üretim hedeflerinizi tartışmaya hazır mısınız? Ulaşın vebize UlaşınSadece genel bir teklif değil, fabrikanıza uygun pratik bir makine ve süreç planı keşfetmek için.











